欢迎光临郑州威洋花辊有限公司官网!
服务热线:137-0371-8771

联系人:常红星
手机:13703718771
邮箱:66639946@qq.com
网址:www.weiyanghg.com
地址:郑州市中原区西流湖街道铁炉工业区
压花辊厂家压花辊辊体粗加工过程须注意之处
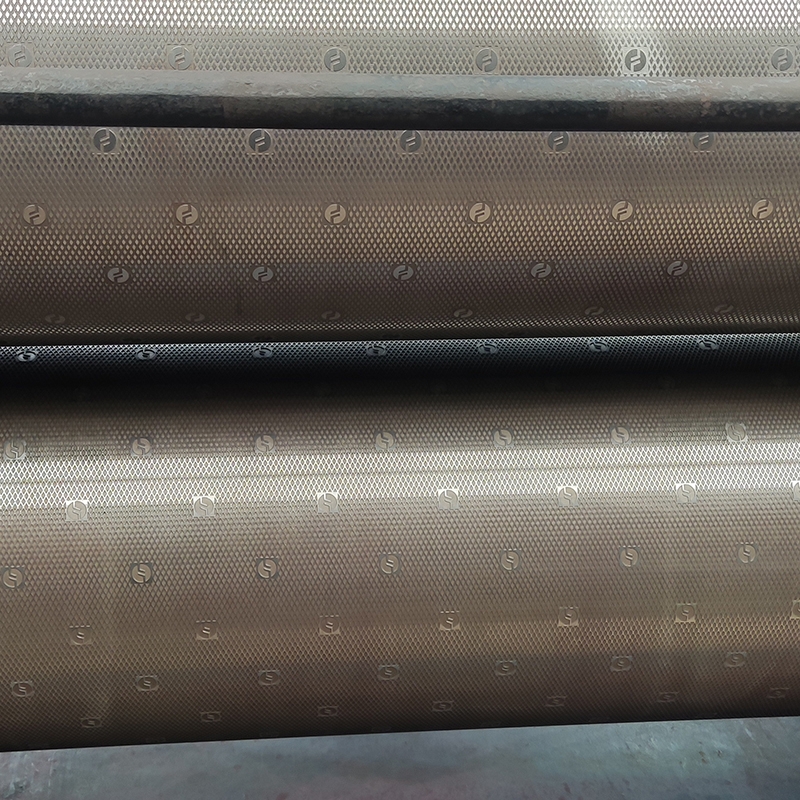
压花辊是一种压印机械。压花辊按其表面镀覆或喷涂的材料分类,主要有镀铬压花辊和陶瓷压花辊两种。镀铬压花辊辊体预加工是指压花辊加工网线之前的机械加工过程,
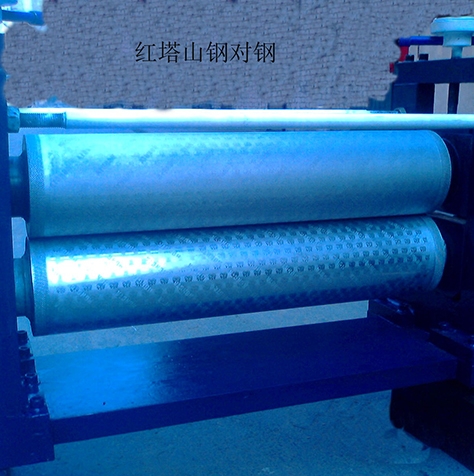
钢对钢压花辊厂家压花辊主要包括镀前加工、电镀和镀后加工等工艺过程。动平衡是辊体粗加工质量的一项重要指标。在高速旋转条件下进行印刷的压花辊,如果压花辊体各部分的重量有较大的差异,其旋转离心力就会使网纹辊失去平衡,从而产生辊体表面的跳动,造成压花辊对印版接触压力的波动,从而影响印刷质量。
所以,压花辊粗加工后应在动平衡机上进行测试,查找出辊体的动平衡不良之处,通过在辊体内壁上加配配重,使粗加工后的辊体在旋转过程中保持动平衡,然后再进行精加工。

首先压花辊网穴容量的大小对印刷中的网点增大有极大的影响。
钢对钢压花辊厂家压花辊网穴容量大,则传递的墨量就多,网点易增大;网穴的容量小,印刷过程中只有极少的油墨被传递到承印物上,有利于防止网点增大及飞墨,保证印刷质量。
因此,压花辊网穴的容量在满足传墨要求的情况下越小越好。这一点也证实了60°排列的正六边形网纹辊较佳,这种排列使得单位面积上可排列更多等容积的网穴,在传递等量油墨的情况下,压花辊网穴可以做得小些。